

Professionele spuitgietdiensten
Selecteer de juiste spuitgietmachine op basis van de kenmerken van de matrijs, pas het proces van de spuitgietmachine aan op basis van het kunststofmateriaal en produceer uiteindelijk de beste en meest geschikte kunststofproducten.
Keuze van kunststofmateriaal
1.ABS acrylonitril-butadieen-styreen copolymeer-aangepaste ABS-onderdelen
Typisch toepassingsgebied:
Auto's (dashboards, gereedschapsluiken, wieldoppen, spiegelkasten, enz.), koelkasten, zwaar gereedschap (haardrogers, blenders, keukenmachines, grasmaaiers, enz.), telefoonbehuizingen, toetsenborden van typemachines, recreatieve voertuigen zoals golf karren en jetski's.
2.PA6 polyamide 6 of nylon 6-op maat gemaakte PA6-onderdelen
Typisch toepassingsgebied:
Het wordt veel gebruikt in structurele componenten vanwege de goede mechanische sterkte en stijfheid. Vanwege de goede slijtvastheid wordt het ook gebruikt voor de vervaardiging van lagers.
3.PA12 polyamide 12 of nylon 12-aangepaste A12-onderdelen
Typisch toepassingsgebied:
Watermeters en andere commerciële apparatuur, kabelmantels, mechanische nokken, schuifmechanismen en lagers, enz.

4.PA66 polyamide 66 of nylon 66-aangepaste PA66-onderdelen
Typisch toepassingsgebied:
Vergeleken met PA6 wordt PA66 op grotere schaal gebruikt in de auto-industrie, instrumentbehuizingen en andere producten die slagvastheid en hoge sterkte-eisen vereisen.

5.PBT polybutyleentereftalaat-aangepaste PBT-onderdelen
Typisch toepassingsgebied:
Huishoudelijke apparaten (messen voor voedselverwerking, onderdelen van stofzuigers, elektrische ventilatoren, behuizingen van haardrogers, koffiegerei, enz.), elektrische componenten (schakelaars, motorbehuizingen, zekeringkasten, toetsenbordtoetsen van computers, enz.), auto-industrie (radiatorroosters, enz.), carrosseriepanelen, wieldoppen, deur- en raamonderdelen, enz.).

6.PC polycarbonaat-aangepaste pc-onderdelen
Typisch toepassingsgebied:
Elektrische en zakelijke apparatuur (computeronderdelen, connectoren, enz.), apparaten (keukenmachines, koelkastladen, enz.), transportindustrie (voor- en achterlichten van voertuigen, dashboards, enz.).

7.PC/ABS polycarbonaat en acrylonitril-butadieen-styreen copolymeren en mengsels - Aangepaste PC/ABS-onderdelen
Typisch toepassingsgebied:
Behuizingen van computers en zakelijke machines, elektrische apparatuur, gazon- en tuinmachines, auto-onderdelen (dashboards, interieurbekleding en wieldoppen).

8. Mix van PC/PBT-polycarbonaat en polybutyleentereftalaat-aangepaste PC/PBT-onderdelen
Typisch toepassingsgebied:
Versnellingsbakken, autobumpers en producten die chemische en corrosiebestendigheid, thermische stabiliteit, slagvastheid en geometrische stabiliteit vereisen.

9.PE-HD hogedichtheidpolyethyleen-op maat gemaakte PE-HD-onderdelen
Typisch toepassingsgebied:
Koelcontainers, voorraadcontainers, huishoudelijk keukengerei, afsluitdeksels, enz.

10.PE-LD lagedichtheidpolyethyleen-op maat gemaakte PE-LD-onderdelen
Typisch toepassingsgebied:
Kommen, kasten, pijpkoppelingen

11.PEI polyether-op maat gemaakte PEI-onderdelen
Typisch toepassingsgebied:
Auto-industrie (motoronderdelen zoals temperatuursensoren, brandstof- en luchtbehandelingssystemen, enz.), elektrische en elektronische apparatuur (elektrische connectoren, printplaten, chipbehuizingen, explosieveilige dozen, enz.), productverpakkingen, vliegtuiginterieuruitrusting, farmaceutische industrie (chirurgische instrumenten), gereedschapsbehuizingen, niet-implanteerbare apparaten).

12.PET polyethyleentereftalaat-op maat gemaakte PET-onderdelen
Typisch toepassingsgebied:
Auto-industrie (structurele componenten zoals spiegelkasten, elektrische componenten zoals koplampspiegels, enz.), elektrische componenten (motorbehuizingen, elektrische connectoren, relais, schakelaars, interne componenten van magnetrons, enz.). Industriële toepassingen (pomphuizen, handinstrumenten, etc.).

13. PETG-glycolgemodificeerde polyethyleentereftalaat-op maat gemaakte PETG-onderdelen
Typisch toepassingsgebied:
Medische apparatuur (reageerbuisjes, reagensflessen, enz.), speelgoed, monitoren, lichtbronafdekkingen, beschermende maskers, vershoudbakken voor de koelkast, enz.

14.PMMA polymethylmethacrylaat - Aangepaste PMMA-onderdelen
Typisch toepassingsgebied:
Auto-industrie (signaalapparatuur, instrumentenpanelen, etc.), farmaceutische industrie (bloedopslagcontainers, etc.), industriële toepassingen (videoschijven, lichtdiffusers), consumptiegoederen (drinkbekers, schrijfwaren, etc.).

15.POM polyoxymethyleen - Aangepaste POM-onderdelen
Typisch toepassingsgebied:
POM heeft een zeer lage wrijvingscoëfficiënt en een goede geometrische stabiliteit, vooral geschikt voor het maken van tandwielen en lagers. Omdat het ook hoge temperatuurbestendigheidseigenschappen heeft, wordt het ook gebruikt in sanitaire voorzieningen (pijpleidingkleppen, pomphuizen), gazonuitrusting, enz.

16.PP polypropyleen --- Aangepaste PP-onderdelen
Typisch toepassingsgebied:
Auto-industrie (voornamelijk gebruik van PP met metalen additieven: spatborden, ventilatiepijpen, ventilatoren, enz.), apparaten (deurbekledingen van vaatwassers, ventilatiepijpen van drogers, frames en afdekkingen van wasmachines, deurbekledingen van koelkasten, enz.), dagelijkse consumptiegoederen (gazon en tuingereedschap zoals grasmaaiers en sproeiers, enz.).

17.PPE polypropyleen-op maat gemaakte PPE-onderdelen
Typisch toepassingsgebied:
Huishoudelijke artikelen (vaatwassers, wasmachines, enz.), elektrische apparatuur zoals controllerbehuizingen, glasvezelconnectoren, enz.

18. PS-polystyreen-op maat gemaakte PS-onderdelen
Typisch toepassingsgebied:
Productverpakkingen, huishoudelijke artikelen (serviesgoed, dienbladen, enz.), elektrisch (transparante containers, diffusors voor lichtbronnen, isolatiefilms, enz.).

19. PVC (polyvinylchloride) - PVC-onderdelen op maat
Typisch toepassingsgebied:
Watertoevoerleidingen, huishoudelijke leidingen, wandpanelen van huizen, behuizingen van commerciële machines, elektronische productverpakkingen, medische apparatuur, voedselverpakkingen, enz.

20.SA styreen-acrylonitril-copolymeer-Aangepaste SA-onderdelen
Typisch toepassingsgebied:
Elektriciteit (stopcontacten, behuizingen, enz.), dagelijkse goederen (keukenapparatuur, koelkasten, tv-bases, cassetteboxen, enz.), auto-industrie (koplampkasten, reflectoren, instrumentenpanelen, enz.), huishoudelijke artikelen (serviesgoed, voedsel messen, enz.) enz.), cosmetische verpakkingen, enz.

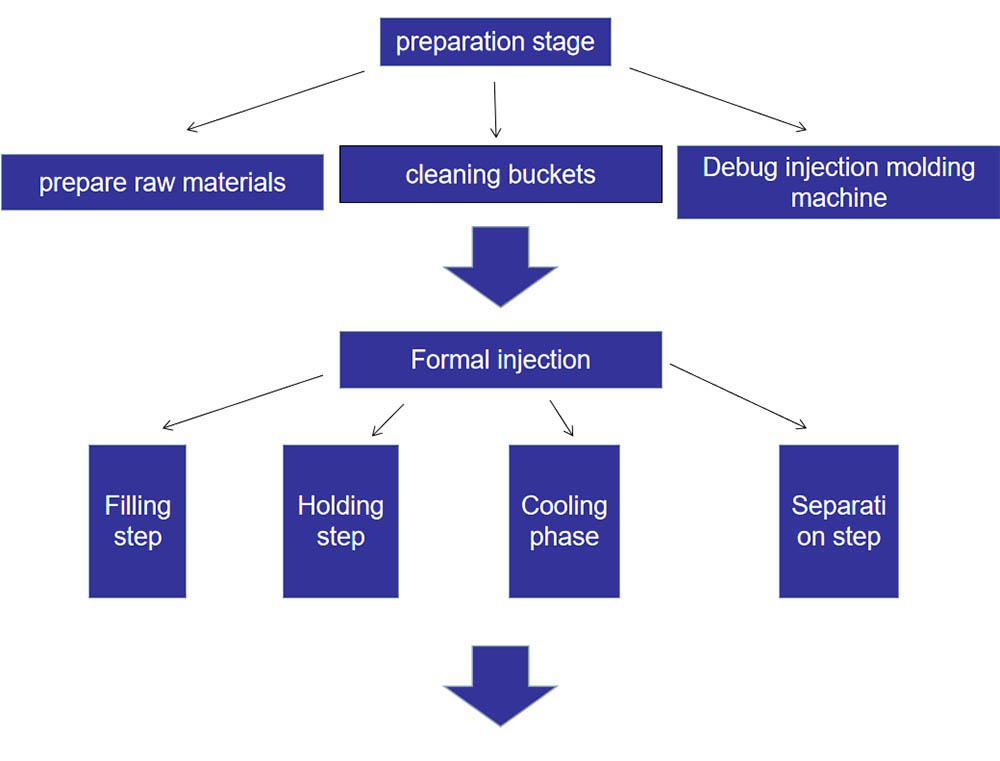
Het proces van spuitgietservice
(1) Grondstofvoorbereiding:
1. We zullen de meest geschikte plastic grondstoffen kiezen op basis van de eisen van klanten (onze grondstoffen worden in principe geïmporteerd en de merken zijn Lotte uit Korea, Chi Mei uit Taiwan, enz.)

2. Kies de toner (onze toner komt van onze lokale leverancier, de prijs is goed en de kwaliteit is goed)
3. Het vat schoonmaken (duurt 3 uur)
4. Doe de grondstoffen en toner in de emmer en roer.
(2) Foutopsporing van apparatuur
1. Selecteer de meest geschikte spuitgietmachine en kies de meest geschikte spuitgietmachine op basis van de grootte en vereisten van de mal
2. De ingenieur plaatste de mal met een kettingstrop in de spuitgietmachine en begon de spuitgietmachine te debuggen. (Dit proces duurt enkele uren)
(3) Formeel spuitgieten
Het spuitgietproces bestaat hoofdzakelijk uit zes stappen, zoals het sluiten van de matrijs - het vullen - het vasthouden van druk - het afkoelen - het openen van de matrijs - het loslaten van de matrijs. Deze zes stappen bepalen direct de vormkwaliteit van het product, wat een volledig continu proces is.
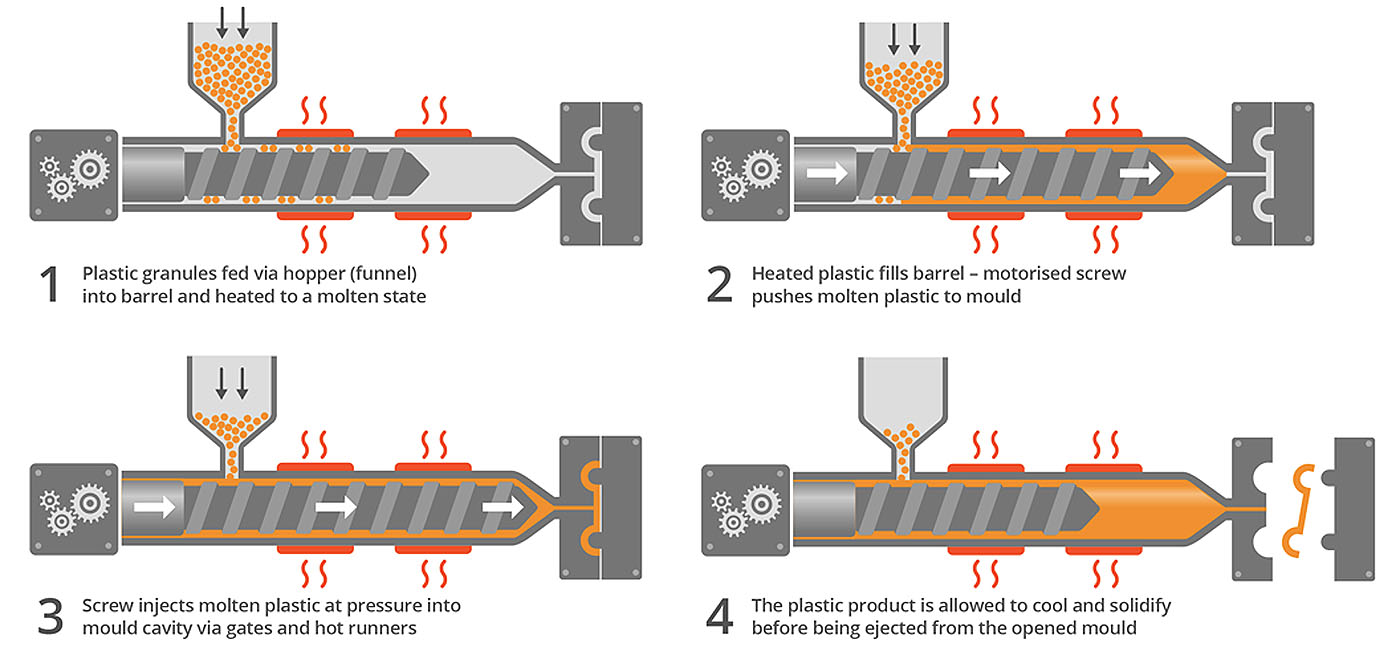
1. Vulstap:De vulstap is de eerste stap van de hele injectiecyclus, die begint vanaf het sluiten van de matrijs tot het moment dat de matrijsholte voor ongeveer 95% vol is. Theoretisch geldt: hoe korter de vultijd, hoe hoger de vormefficiëntie; Bij de daadwerkelijke productie hangt de vormtijd (of injectiesnelheid) echter van veel omstandigheden af.
2. Vasthoudstap:De vasthoudstap is het continu uitoefenen van druk om de smelt te compacteren en de dichtheid van het plastic te vergroten (verdichting) om de krimpeigenschappen van het plastic te compenseren. Tijdens het houddrukproces is de tegendruk hoog omdat de matrijsholte al gevuld is met plastic. Tijdens het verdichtingsproces met houddruk kan de schroef van de spuitgietmachine slechts langzaam en licht vooruit bewegen, en de stroomsnelheid van kunststof is ook langzaam, wat de houddrukstroom wordt genoemd. Naarmate de kunststof afkoelt en uithardt tegen de matrijswanden, neemt de viscositeit van de smelt snel toe, waardoor de weerstand in de matrijsholte hoog is. In de latere stadia van de houddruk blijft de dichtheid van het materiaal toenemen en wordt het vormdeel geleidelijk gevormd. De houddrukfase moet doorgaan totdat de poort is uitgehard en afgedicht.
3. Afkoelfase:Het ontwerp van het koelsysteem is erg belangrijk. Dit komt omdat het gebogen kunststofdeel slechts tot een bepaalde hardheid kan worden gekoeld en gehard om vervorming van het kunststofdeel door externe krachten na het scheiden te voorkomen. Omdat de koeltijd ongeveer 70% ~ 80% van de gehele vormcyclus bedraagt, kan een goed ontworpen koelsysteem de vormtijd aanzienlijk verkorten, de productiviteit van het spuitgieten verbeteren en de kosten verlagen. Een slecht ontworpen koelsysteem zal de giettijd en -kosten verhogen; ongelijkmatige koeling zal verder leiden tot kromtrekken en vervorming van plastic producten.
4. Scheidingsstap:Het scheiden is de laatste stap van de spuitgietcyclus. Hoewel het product koud is gevormd, heeft scheiding nog steeds een zeer grote invloed op de kwaliteit van het product. Onjuist ontbramen kan leiden tot ongelijkmatige krachten bij het ontbramen van het product, wat kan leiden tot vervormingen en andere defecten wanneer het product wordt uitgeworpen. Er zijn twee hoofdtypen ontbramen: ontbramen van de bovenbalk en ontbramen van plaatverwijdering. Bij het ontwerpen van de mal moeten we de juiste ontbraammethode kiezen op basis van de structurele kenmerken van het product om de kwaliteit van het product te garanderen.
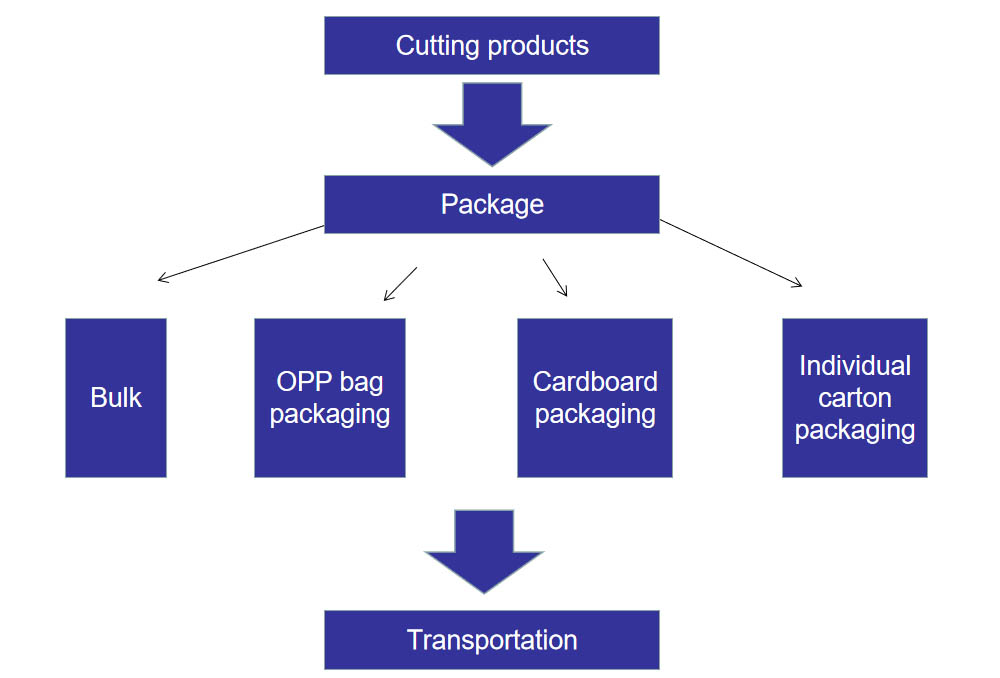
Snijproducten
1. Snijd het product machinaal (het product wordt geproduceerd met de materiaalkop, waarvoor de machine moet snijden. We hebben twee soorten machines, één is een semi-automatische machine, die handmatig snijden vereist, en een bepaalde vergoeding is Arbeidskosten. De andere is een volautomatische machine, die wordt gedaan door een robotarm (foto van het zojuist geproduceerde product).

2. Verpak het eindproduct in een doos en transporteer het naar het fabrieksmagazijn voor verpakking.
(5) Verpakking (we verpakken volgens de behoeften van klanten)

1. Bulk:Wij verpakken volgens de kenmerken van het product. Indien het product stapelbaar is, verpakken wij het stapelbaar. Ons doel is om de verpakkingsgrootte zo klein mogelijk te maken, om zo de verzendkosten voor de klant te verlagen.
2. Individueel verpakt:Individueel verpakt per OPP-zak, met kartonnen verpakking en individueel verpakt in karton.
1 OPP-zakverpakking: het is om een gewone OPP-zak te gebruiken om het product over te brengen. Als de hoeveelheid klein is, gebruiken we handmatige individuele verpakking, als de hoeveelheid groot is, gebruiken we machinale verpakking.
2 Kartonnen verpakking: Er wordt gecoat papier gebruikt om de verpakking van het product vast te zetten, en soms wordt er een blisterverpakking van gemaakt met een blisterdoos.
3 Individuele kartonnen verpakkingen: in een op maat gemaakte doos wordt het product individueel verpakt en het gewenste effect van de klant kan op de doos worden gedrukt.
(De tijd voor eenvoudige individuele verpakkingen bedraagt doorgaans ongeveer 7-9 dagen, als de complexe individuele verpakking de werkelijke situatie nodig heeft)
Transportservice (we zullen de beste verzendmethode voor klanten kiezen op basis van hun vereisten)

Luchtvervoer
Luchtvracht kan over het algemeen kiezen voor FedEx, UPS, DHL, Sagawa Express, TNT en ander expresvervoer.
De termijn bedraagt doorgaans ongeveer 5-8 werkdagen
Zeevervoer
DDP: DDP over zee is van deur tot deur, belasting is al inbegrepen en de tijdslimiet zal naar verwachting binnen ongeveer 20-35 werkdagen aankomen
CIF: Wij regelen het transport van de goederen naar de door de klant aangewezen bestemmingshaven, en de klant moet de inklaring voltooien na aankomst in de bestemmingshaven.
FOB: Wij vervoeren de goederen naar aangewezen havens in China en regelen de verwerking van de douaneaangiften voor de goederen. Voor de rest van het proces zijn de door de klant aangewezen expeditieregelingen vereist.
Handelsvoorwaarden kunnen worden geselecteerd op basis van uw vereisten
vervoer over land
Landtransport is het regelen van vrachtwagenvervoer naar klanten. De landen die deze transportmethode over het algemeen gebruiken zijn: Vietnam, Thailand, Rusland, enz. De tijdslimiet is over het algemeen ongeveer 15-25 dagen om aan te komen, inclusief belasting
Spoorvervoer
Spoorvervoer wordt voornamelijk gebruikt in Europese landen en de tijdslimiet bedraagt ongeveer 45-60 dagen, inclusief belastingen.

Wij bieden u de meest extreme en perfecte service!
Tegelijkertijd houden we ons aan het concept van samenwerking op lange termijn en zijn we bereid u de laagste prijs te geven onder dezelfde kwaliteit!
Ik hoop dat ik uw bedrijf kan begeleiden om samen vooruitgang te boeken en te ontwikkelen, uw echte partner en vriend te worden en een win-winsituatie te bereiken! Welkom bij onderzoek :)


