

Product
- Core Customization Service
- Gezondheidszorg
- Elektronische apparaten en instrumenten
- Mallen voor moeder- en kindbenodigdheden
- Recreatieve sporten
- Woninginrichting Kunst
- Auto-accessoires
- Transport en opslag
- Verlichtingsarmaturen
- Bouwapparatuur
- Verpakkingsproduct
- Educatief en laboratoria
- Kleding Bagage Accessoires
- Verzorgings- en reinigingsproducten
- Land- en bosbouw
- Mechanische uitrusting
- Dierbenodigdheden
- Keukengerei








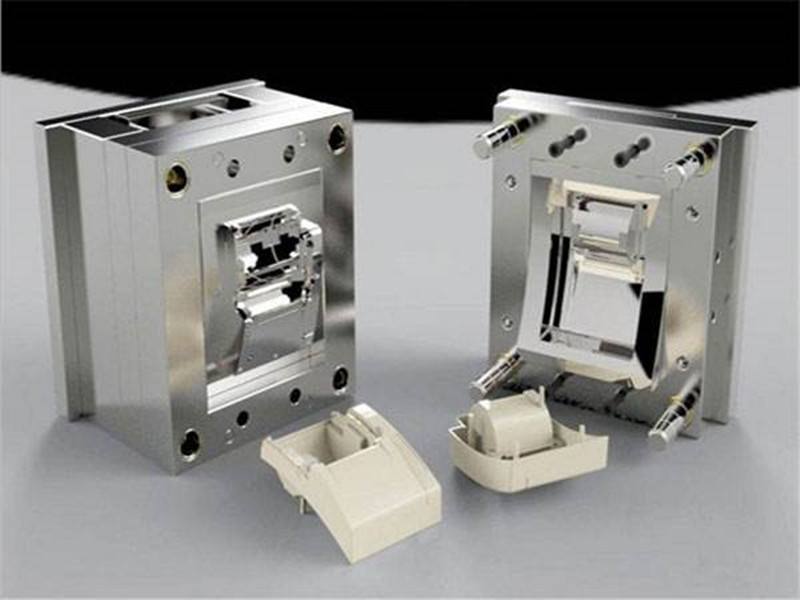
ODM plastic productdiensten
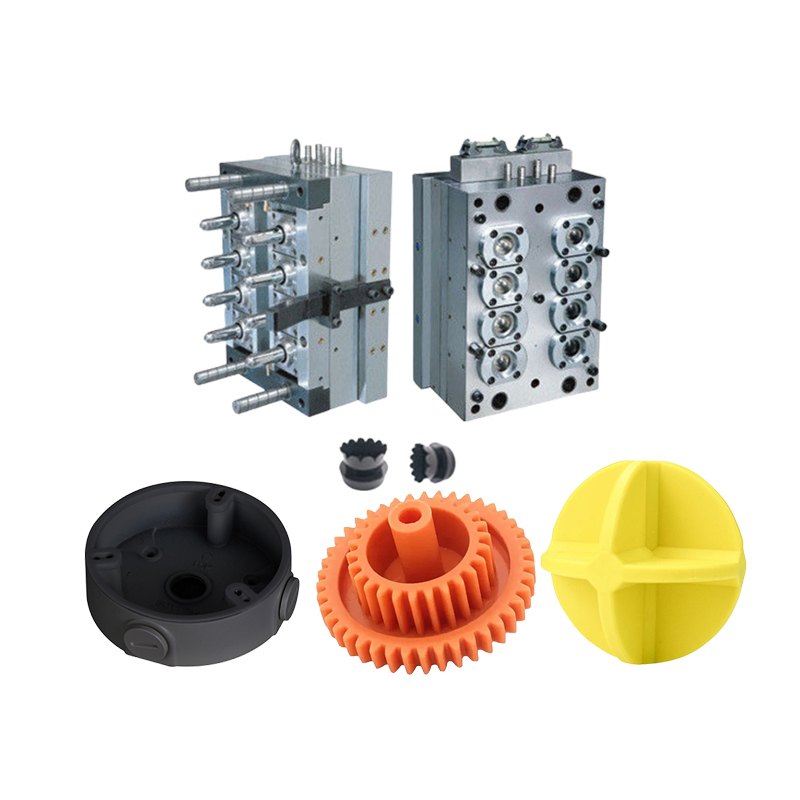
Ningbo (P&M) Plastic Hardware Products Co. heeft 15 jaar ervaring in het maken van matrijzen voor op maat gemaakte ODM-kunststofproductdiensten. Wij beschikken over ISO 9001 certificaten. Wij bieden professionele op maat gemaakte matrijzenservice en wij zijn professionele fabrikanten van kunststof matrijzen. We hebben voldoende ervaring met de selectie van productgrondstoffen en de selectie van matrijsmateriaal. Wij zijn goed op de hoogte van de eigenschappen van verschillende materialen en de voor- en nadelen van matrijsontwerp. Wij zullen onze klanten geschikte materialen en professioneel ontwerpadvies aanbevelen.
Stuur onderzoek
Productomschrijving
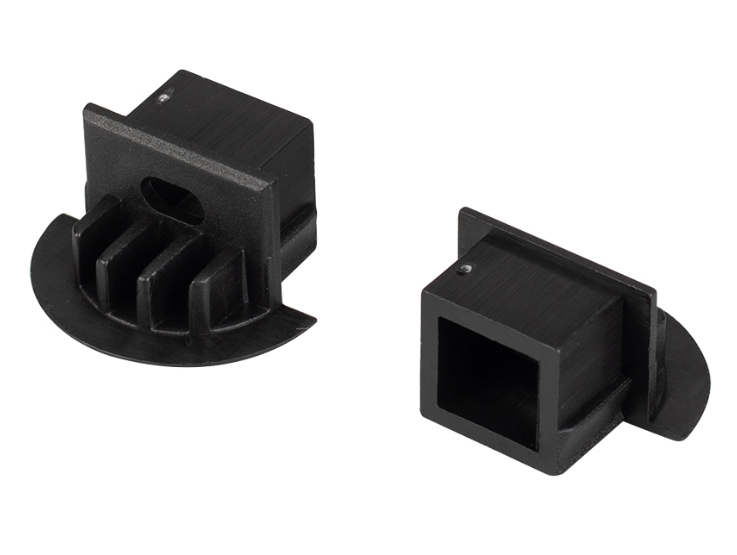
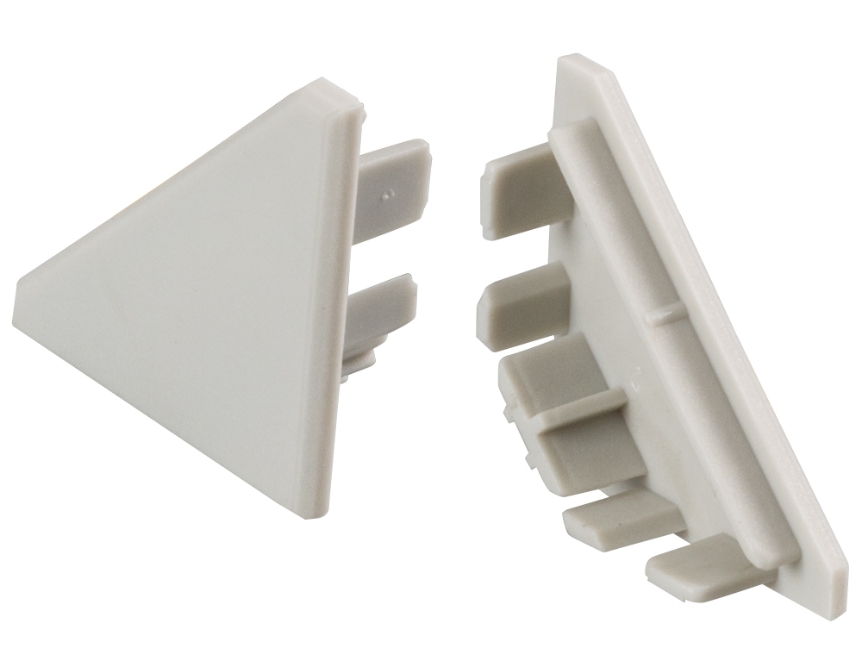
Wij zijn gespecialiseerd in de ontwikkeling van op maat gemaakte ODM-kunststofproductdiensten, de productie van ABS-kunststofcomponenten en optionele assemblagediensten, niet de handel in eindproducten. Onze mallen zijn ontworpen om de prestaties van ABS (acrylonitril-butadieen-styreen) te maximaliseren, met op maat gemaakte structuren die zijn geoptimaliseerd voor de vloeibaarheid, stijfheid en oppervlakteafwerking van ABS, waardoor hoogwaardige ABS-onderdelen worden geleverd voor elektronica, huishoudelijke apparaten, auto-interieurs en consumptiegoederen.
1. Aangepaste vormstructuren: afgestemd op de vormkenmerken van ABS
De uitgebalanceerde eigenschappen van ABS (goede vloei, matige krimp, hoge stijfheid) vereisen mallen die de eigenschappen ervan verbeteren en veel voorkomende problemen vermijden (bijvoorbeeld zinksporen, laslijnen). Onze op maat gemaakte matrijsstructuren komen tegemoet aan deze behoeften:
Cavity & Core: Bewerkt via uiterst nauwkeurige CNC-bewerking (tolerantie zo strak als ±0,02 mm) om de uitstekende detailreproductie van ABS te benutten. Kenmerken omvatten:
Gladde oppervlakteafwerkingen (Ra ≤0,4μm) om hoogglanzende of getextureerde ABS-onderdelen na te bootsen (bijvoorbeeld telefoonbehuizingen, apparaatpanelen).
Verstevigingsribontwerp (dikte 1/3–1/2 van de basiswand, 2–3× wandhoogte verdeeld) om zinksporen te voorkomen – cruciaal voor de matige krimp van ABS (1,5–2,5%).
Trekhoeken (1–3° voor verticale oppervlakken) om gemakkelijk uit de mal te halen, omdat de stijfheid van ABS vastlopen kan veroorzaken als de hoeken onvoldoende zijn.
Gating System: Geoptimaliseerd voor het vloeigedrag van ABS (gemiddelde smeltviscositeit). Opties zijn onder meer:
Randpoorten (voor kleine tot middelgrote onderdelen, bijvoorbeeld elektronische connectoren) om laslijnen te minimaliseren. De butadieencomponent van ABS kan lassen verzwakken als de stroompaden ongelijkmatig zijn.
Hotrunner-systemen (voor grote onderdelen of onderdelen met meerdere holtes, bijvoorbeeld auto-interieurbekleding) om een consistente smelttemperatuur te behouden, materiaalverspilling met 15-20% te verminderen en een uniforme onderdeeldichtheid te garanderen.
Koelsysteem: Ontworpen om de koelsnelheid van ABS te regelen (cruciaal voor dimensionale stabiliteit). Belangrijkste kenmerken:
Uniforme koelkanalen (8-12 mm uit elkaar geplaatst) om ongelijkmatige krimp te voorkomen – voorkomt kromtrekken in grote ABS-onderdelen (bijvoorbeeld achterpanelen van tv's).
Gerichte koeling voor verdikte gebieden (bijvoorbeeld naafstructuren) om de cyclustijd met 25-30% te verkorten. De warmtegeleidingsvermogen van ABS (0,19 W/m·K) vereist een efficiënte warmteafvoer om langdurige koeling te voorkomen.
Uitwerpsysteem: gekalibreerd voor de stijfheid van ABS om schade aan onderdelen te voorkomen:
Uitwerppennen (aangebracht op niet-zichtbare plaatsen) met afgeronde punten om te voorkomen dat het harde oppervlak van ABS wordt gemarkeerd.
Stripperplaten (voor grote platte onderdelen) om de uitwerpkracht gelijkmatig te verdelen - voorkomt scheuren in stijve ABS-componenten.
2. ABS-materiaalvarianten en hun toepassingen
ABS is verkrijgbaar in aangepaste kwaliteiten om aan specifieke behoeften te voldoen. We selecteren de juiste ABS-variant op basis van de functie en omgeving van uw onderdeel:
ABS voor algemeen gebruik (GP-ABS): Ideaal voor consumptiegoederen (bijvoorbeeld speelgoedonderdelen, behuizingen van huishoudelijke apparaten). Biedt een evenwichtige slagvastheid (10–15 kJ/m²), stijfheid (Shore D 75–80) en kosteneffectiviteit – geschikt voor toepassingen met lage tot gemiddelde belasting.
High-Impact ABS (HI-ABS): Gebruikt voor duurzame onderdelen (bijvoorbeeld laptopbehuizingen, gereedschapshandvatten). Aangepast met extra butadieen om de slagvastheid te verhogen (20–30 kJ/m²) – bestand tegen vallen en schokken zonder te breken, ideaal voor draagbare apparaten.
Vlamvertragend ABS (FR-ABS): Perfect voor elektronische componenten (bijv. PCB-behuizingen, voedingsbehuizingen). Voldoet aan de UL94 V-0-normen: voorkomt vlamverspreiding in elektrische toepassingen en behoudt de structurele integriteit bij hoge temperaturen (tot 100 °C).
Met glas gevuld ABS (GF-ABS, 10–30% GF): Ideaal voor structurele onderdelen (bijvoorbeeld beugels voor auto-interieur, industriële machineonderdelen). Versterkt met glasvezel om de treksterkte te verbeteren (tot 60 MPa) en de krimp te verminderen (1,0–1,5%) – geschikt voor dragende ABS-onderdelen die maatnauwkeurigheid vereisen.
Hoogglans ABS: Geschikt voor esthetische onderdelen (bijv. cosmetische verpakkingen, panelen van audioapparaten). Heeft een gepolijste oppervlakteafwerking (geen nabewerking nodig) – maakt gebruik van het vermogen van ABS om een hoge glans te behouden, ideaal voor consumptiegoederen waarbij het uiterlijk van cruciaal belang is.
3. ODM-serviceproces voor kunststofproducten: geoptimaliseerd voor prestaties
Ons injectieproces is verfijnd om de eigenschappen van ABS te maximaliseren, met belangrijke voordelen:
Precisie en consistentie:
Smelttemperatuurregeling (220–260°C) om ervoor te zorgen dat ABS gelijkmatig stroomt – voorkomt koude slakken of brandplekken.
Injectiedruk (70–100 MPa) gekalibreerd voor de viscositeit van ABS – zorgt voor volledige vulling van de holte zonder overmatige spanning (wat kromtrekken van onderdelen kan veroorzaken).
Maattolerantiecontrole (±0,03 mm voor kleine onderdelen) via servoaangedreven machines – van cruciaal belang voor ABS-componenten die een goede pasvorm vereisen (bijvoorbeeld elektronische connectoren).
Oppervlaktekwaliteit:
Polijsten van vormholtes (Ra ≤0,2 μm voor hoogglanzende onderdelen) om defecten te elimineren. De uitstekende oppervlaktereproductie van ABS zorgt ervoor dat er geen zichtbare oneffenheden zijn.
Vermindering van laslijnen (via plaatsing van de poort en optimalisatie van de smelttemperatuur) – verbetert de sterkte en het uiterlijk van ABS-onderdelen met complexe geometrieën.
Efficiëntie:
Optimalisatie van de cyclustijd (20-40 seconden per onderdeel) via gerichte koeling – brengt de productiesnelheid in evenwicht met de koelingsvereisten van ABS.
Matrijzen met meerdere holtes (8-32 holtes voor kleine onderdelen, bijvoorbeeld knoppen) om de output te verhogen. De goede stroom van ABS ondersteunt een uniforme vulling over meerdere holtes, met een dagelijkse productie van maximaal 50.000 onderdelen voor standaardontwerpen.
Kosteneffectiviteit:
Hotrunner-systemen verminderen de materiaalverspilling (15-20%) – minimaliseren het afval van koude runners, waardoor de kosten per eenheid voor ABS-onderdelen met een groot volume worden verlaagd.
Geïntegreerd vormgeven van kenmerken (bijvoorbeeld ribben, nokken) elimineert nabewerking, verlaagt de arbeidskosten en zorgt voor een consistente kwaliteit.
4. Onze diensten: Beyond Molds: ABS-componenten en -montage
Wij bieden end-to-end oplossingen voor de productie van ABS, afgestemd op uw behoeften:
Productie van ABS-componenten: Produceer op maat gemaakte ABS-onderdelen in maten (5×5 mm tot 500×300 mm), vormen (complexe geometrieën, dunne wanden tot 0,8 mm) en afwerkingen (glanzend, mat, getextureerd). Ondersteunt kleurafstemming (RAL/Pantone-codes) en nabewerking (lakken, plateren, printen) om de esthetische aantrekkingskracht van ABS te vergroten.
Assemblage met toegevoegde waarde: Optionele assemblagediensten voor ABS-subassemblages, zoals het bevestigen van metalen inzetstukken (voor sterkte), het verbinden van ABS-onderdelen met lijm of het integreren van niet-ABS-componenten (bijvoorbeeld rubberen pakkingen, elektronische modules). Levert kant-en-klare subassemblages, waardoor u productietijd bespaart.
Aangepaste ontwerpondersteuning: Bied 3D-matrijsontwerp en ABS-prototyping aan (via CNC-bewerking of spuitgieten). We produceren 10 tot 50 prototypeonderdelen in 3 tot 5 dagen om de prestaties van ABS (slagvastheid, pasvorm) te testen en het matrijsontwerp te optimaliseren vóór de massaproductie.




Vormvoorbereiding
Vormontwerp: Het oppervlak van de holte moet spiegelgepolijst zijn (#10000 of hoger polijsten met diamantpasta). Eventuele kleine krasjes worden op het oppervlak van het onderdeel weergegeven. Lopers en poorten moeten glad zijn, vrij van stagnatiepunten en lassporen tot een minimum beperken.
Reiniging van de mal: Voordat de mal wordt gesloten, moet de holte grondig worden afgeveegd met een stofvrije doek, zeer zuivere alcohol of een speciale malreiniger. Elk spoor van stof, olie, vocht of resten van de vorige mal kan fatale defecten veroorzaken.
Matrijstemperatuurregelaar (Mold Temperature Control): Bereid om de mal voor te verwarmen en op de optimale temperatuur te houden (meestal 60-80°C).
Fase 2: Spuitgietcyclus (fijne controle)
Procesparameters worden ingesteld op basis van de principes van 'zacht en uniform', waarbij zware handelingen worden vermeden die materiaalontbinding of stress kunnen veroorzaken.
1. Sluiting van de matrijs
De mal wordt onder hoge druk vergrendeld.
2. Injectie- en houddruk
Vattemperatuur: PMMA heeft een smal verwerkingstemperatuurbereik, doorgaans tussen 210 en 270 °C.
Een te lage temperatuur: De smelt heeft een slechte vloeibaarheid, wat resulteert in onvolledige vulling, vloeisporen op het oppervlak en zichtbare laslijnen.
Een te hoge temperatuur (boven 280°C): Het materiaal kan ontleden, vergeling, belletjes en zwarte stippen kunnen voorkomen.
Injectiesnelheid: Gemiddelde tot lage injectiesnelheden worden aanbevolen.
Hoge injectiesnelheden kunnen gemakkelijk een hoge schuifspanning veroorzaken, wat leidt tot oververhitting door afschuiving, plaatselijke materiaalafbraak (waardoor zwarte stippen ontstaan) en het meesleuren van gas.
Lage injectiesnelheden vergemakkelijken het ontgassen, verminderen luchtbellen en zilveren strepen, maar kunnen laslijnen ook beter opvallen. Het vinden van een balans hangt af van de productstructuur. Meestal wordt gebruik gemaakt van meertraps spuitgieten, met lage vulsnelheden in dikwandige gebieden om het ontgassen te vergemakkelijken en hoge injectiesnelheden in dunwandige gebieden.
Houddruk: gebruik een gemiddelde tot lage houddruk en korte houdtijden. Overmatig hoge houddrukken en lange houdtijden kunnen aanzienlijke interne spanningen veroorzaken, waardoor het product tijdens later gebruik vatbaar wordt voor spanningsscheuren. Het primaire doel van het vasthouden van druk is het compenseren van krimp, niet om het product te verdichten.
3. Koeling
Schimmeltemperatuur: Dit is cruciaal en moet over het algemeen tussen 60-80°C worden gehouden.
Als de matrijstemperatuur te laag is, koelt de smelt snel af bij contact met de koude matrijswand, waardoor de moleculaire ketens "bevriezen". Dit resulteert in een slechte vloei, zwakke laslijnen en extreem hoge interne spanningen in het product.
Als de matrijstemperatuur te hoog is, wordt de koeltijd verlengd, is de productie-efficiëntie laag en is de kans groot dat de matrijs blijft plakken.
Afkoeltijd: Zorg ervoor dat het product volledig is afgekoeld en gevormd om vervorming tijdens het uitwerpen te voorkomen.
4. Vorm openen en uitwerpen
PMMA is een bros materiaal met een hoge oppervlaktehardheid. Het uitwerpsysteem moet gebalanceerd en uniform zijn.
Vermijd het gebruik van scherpe uitwerppennen. Het wordt aanbevolen om uitwerpers met een groot oppervlak (strippers), duwblokken of gasondersteunde uitwerping te gebruiken om witte vlekken, scheuren en duidelijke uitwerpsporen te voorkomen.
Fase 3: Nabewerking en inspectie
Poort verwijderen: Snij of pons het hek en de geleiders voorzichtig uit. Bijgesneden gebieden moeten worden geslepen en gepolijst om de transparantie en esthetiek te herstellen.
Gloeien (stressverlichting - sterk aanbevolen)
Doel: Het elimineren van interne spanningen die ontstaan tijdens het spuitgietproces, het aanzienlijk verbeteren van de chemische bestendigheid van het product (vooral de bestendigheid tegen oplosmiddelen) en de maatvastheid, en het voorkomen van toekomstige spanningsscheuren.
Proces: Plaats het product in een heteluchtoven, verwarm het langzaam tot 70-80°C (10-20°C onder de warmtevervormingstemperatuur), houd het daar 2-4 uur vast en laat het vervolgens langzaam afkoelen tot kamertemperatuur. Snelle opwarming en afkoeling zullen nieuwe spanningen met zich meebrengen.
Oppervlaktebehandeling (optioneel):
Polijsten: Producten met kleine oneffenheden op het oppervlak of aanspuitsporen worden gepolijst om de spiegelafwerking te herstellen.
Harde coating: soms wordt sproeiharden uitgevoerd om de krasbestendigheid van het oppervlak te verbeteren.
Volledige inspectie en verpakking
Uiterlijkinspectie: 100% inspectie wordt uitgevoerd onder een inspectielamp met achtergrondverlichting, waarbij zorgvuldig wordt gecontroleerd op eventuele defecten zoals zilveren strepen, belletjes, zwarte vlekken, krassen, krimp, lassporen en onzuiverheden.
Dimensionale inspectie: Gebruik schuifmaten, projectoren en ander gereedschap om kritische afmetingen te inspecteren.
Prestatie-inspectie: tests zoals lichttransmissie en waas.
Verpakking: Isoleer en verpak artikelen afzonderlijk met zachte materialen (zoals PE-zakken, schuimkussentjes of papieren tussenlagen) om krassen te voorkomen. Operators moeten handschoenen dragen.
Wij zijn een pmma-spuitgietfabrikant die hoogwaardige pmma-spuitgietproductie levert. Zolang u pmma spuitgietproducten op maat wilt maken/ontwikkelen, kunt u bij ons terecht. We beschikken over een professioneel spuitgietontwerp en een volwassen productietechnologie, waardoor u one-stop-service krijgt, van productontwerp tot matrijzenbouw, productproductie, productverpakking en producttransport. Wij kunnen u bij elke schakel helpen. Zolang u bij ons komt, zullen wij u de ultieme service bieden en u tevreden stellen op het gebied van productkwaliteit, productietijd, informatiedialoog, enz.
|
Productnaam |
ODM plastic productdiensten |
|
Pls bieden |
2D, 3D, monsters of de grootte van de foto's vanuit meerdere hoeken |
|
Schimmel tijd |
20-35 dagen |
|
Producttijd |
7-15 dagen |
|
Vormprecisie |
+/-0,01 mm |
|
Schimmel leven |
50-100 miljoen schoten |
|
Productieproces |
Audittekeningen - matrijsstroomanalyse - ontwerpvalidatie - Aangepaste materialen - matrijsverwerking - kernverwerking - elektrodebewerking - Runner-systeem verwerking - verwerking en inkoop van onderdelen - aanvaarding van machinale bewerking - holte oppervlaktebehandelingsproces - complexe modus Die - Het geheel oppervlaktecoating van de matrijs - montageplaat - matrijsmonster - monstertest - verzending monsters |
|
Schimmelholte |
Eén holte, meerdere holtes of hetzelfde verschillende producten worden samen gemaakt |
|
Vormmateriaal |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Runner-systeem |
Hotrunner en coldrunner |
|
Basismateriaal |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Finish |
Pitting het woord, spiegelafwerking, mat oppervlak, striae |
|
Standaard |
HASCO, DME of afhankelijk van |
|
Belangrijkste technologie |
Frezen, slijpen, CNC, EDM, draad snijden, snijden, EDM, draaibanken, oppervlakteafwerking, enz. |
|
Software |
CAD,PRO-E,UG Ontwerptijd: 1-3 dagen (normale omstandigheden) |
|
Productmateriaal |
ABS,PP,PC,PA6,PA66,TPU,POM,PBT,PVC,HEUPEN,PMMA,TPE,PC/ABS,TPV,TPO,TPR,EVA,HDPE,LDPE,CPVC,PVDF,PPSU.PPS. |
|
Kwaliteitssysteem |
ISO9001:2008 |
|
Tijd vaststellen |
20 dagen |
|
Apparatuur |
CNC, EDM, afsnijden Machine, plastic machines, enz. Plastic koffervorm zhe jiang |


Kunststof spuitgietmatrijzen maken

Kunststof gietspecificaties

Vormontwerp:




Transactieproces:

Schimmel testen:


Productverpakking

Fabriek
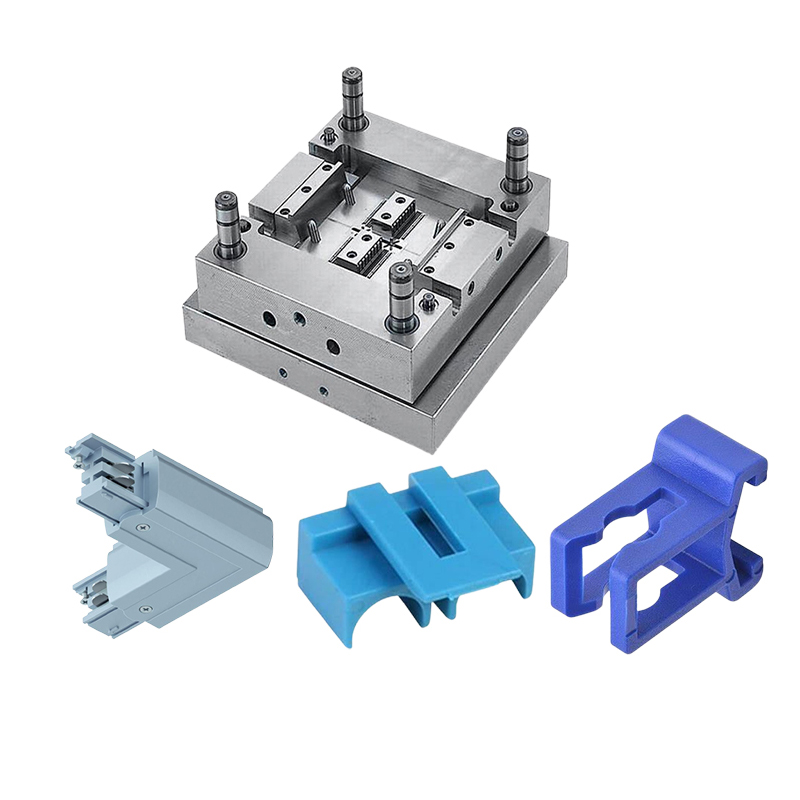
Wij zijn een op maat gemaakte plastic malfabriek. Onze fabriek is een maker van kunststof spuitgietmatrijzen. we hebben 17 jaar ervaring in professionele op maat gemaakte plastic mallen en 10 jaar ervaring in de buitenlandse handel. Wij zijn op maat gemaakte Plastic Mold-leverancier. Wij kunnen op maat gemaakte Plastic Mold-service bieden. Onze fabriek kan de spuitgegoten plastic onderdelen maken en de kwaliteit van de producten zal u tevreden stellen.
We hebben meer dan 50 hoogwaardige machines en honderden ingenieurs en ontwerpers. We kunnen one-stop-service bieden, van productontwerp - matrijzenbouw - productproductie - productverpakking - transport. We hebben een complete productieketen. Wij kunnen aan al uw wensen voldoen.
Diensten die wij leveren:
Professionele op maat gemaakte matrijsservice, ontwerp en productie van kunststof matrijzen. Productie van kunststofproducten, productontwerp, matrijsontwerp, aanpassing van blaasvormen, aanpassing van rotatiematrijzen, aanpassing van spuitgietmatrijzen. 3D-printdiensten, CNC-productiediensten, productverpakkingen, op maat gemaakte verpakkingen, verzenddiensten.










We houden ons altijd eerst aan de principes van kwaliteit en tijd eerst. Terwijl u klanten producten van de hoogste kwaliteit biedt, probeert u de productie-efficiëntie te maximaliseren en de productietijd te verkorten. Met trots kunnen wij elke klant vertellen dat ons bedrijf sinds de oprichting geen enkele klant heeft verloren. Als er een probleem is met het product, zullen wij actief naar een oplossing zoeken en onze verantwoordelijkheid tot het einde toe nemen.

Veelgestelde vragen
Vraag 1: Handelt u in een bedrijf of fabrikant?
A: Wij zijn fabrikanten.
Vraag 2. Wanneer kan ik de offerte krijgen?
A: We citeren meestal binnen 2 dagen nadat we uw aanvraag hebben ontvangen.
Als u zeer dringend bent, kunt u ons bellen of ons dit in uw e-mail vertellen, zodat we eerst een offerte voor u kunnen maken.
Q3. Hoe lang is de doorlooptijd voor schimmel?
A: Het hangt allemaal af van de grootte en complexiteit van de producten. Normaal gesproken bedraagt de doorlooptijd 25 dagen.
Q4. Ik heb geen 3D-tekening, hoe moet ik aan het nieuwe project beginnen?
A: U kunt ons een vormmonster bezorgen, wij zullen u helpen het 3D-tekeningontwerp af te ronden.
Vraag 5. Hoe kunt u vóór verzending de kwaliteit van het product garanderen?
A: Als u niet naar onze fabriek komt en ook geen derde partij voor inspectie heeft, zullen wij uw inspectiemedewerker zijn.
We zullen u een video leveren voor details over het productieproces, inclusief procesrapport, productgroottestructuur en oppervlaktedetail, verpakkingsdetails enzovoort.
Vraag 6. Wat zijn uw betalingsvoorwaarden?
A: Vormbetaling: 40% aanbetaling per T/T vooraf, 30% tweede vormbetaling voordat de eerste proefmonsters worden verzonden, 30% vormsaldo nadat u akkoord bent gegaan met de definitieve monsters.
B: Productiebetaling: 50% aanbetaling vooraf, 50% vóór verzending van de definitieve goederen.
Vraag 7: Hoe zorgt u voor een langdurige en goede relatie met ons bedrijf?
EEN:1. We behouden een goede kwaliteit en een concurrerende prijs om ervoor te zorgen dat onze klanten profiteren van producten van de beste kwaliteit.
2. Wij respecteren elke klant als onze vriend en doen oprecht zaken en maken vrienden met hen, waar ze ook vandaan komen.
Hottags: ODM kunststofproductdiensten, China, fabrikant, leverancier, fabriek, aangepast, groothandel, koop, kwaliteit, nieuwste verkoop, gemaakt in China
Gerelateerde categorie
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.








